レーザー加工にもっとも相性の良い「アクリル」。
今回はそのアクリルをレーザー加工する際の基本やワンポイントアドバイスをまとめてみました。
彫刻編
- ・彫刻すると白くなるのが「キャスト材」ならないのが「押し出し材」
- …透明アクリルの場合、「キャスト材」はレーザーで彫刻すると彫刻面が白く綺麗に仕上がります。
対して「押し出し材」材は透明なまま彫り込まれます。
| キャスト、押し出しとは?→アクリルの製造方法の違いです。 |
| 押し出し |
柔らかくなったアクリル樹脂をローラーで押し出して製造する。
安価であり厚みの精度が優れている。熱曲げ加工がしやすい。
反面、やや反りやすく、薬品でクラック(ヒビ)が入りやすい。 |
| キャスト |
2枚のガラスの間に材料を流し込み、硬化させて製造する。
硬度があり反りにくい。押し出しに比べクラックが入りにくい。
反面、高価である。 |
- ・彫刻は「エアアシストは無し」で
- …彫刻の際は「エアアシスト」は起動せずに行ってください。
エアアシストを起動して彫刻を行うと彫刻面が荒れてしまったり、文字がぶれてしまう可能性があります。
※切断は必ずエアアシストを起動させて行ってください!
- ・彫刻面の削りカスは歯ブラシ等で落とす
- …深さを出す彫刻を行った場合など彫刻面に削りカスが残ってしまう場合があります。
その場合は柔らかい歯ブラシ等で落として下さい。
ワンポイントアドバイス
彫刻面に削りカスが固まって残ってしまったり、彫刻面の周りに靄(もや)のような汚れがついてしまった場合は彫刻のパワーが強すぎる場合が多いです。
深く彫刻を施したい場合はマスキングを貼ってから彫刻をするかまたは強いパワーで1度で彫刻をせず弱いパワーで繰り返し彫刻を行う事により、汚れ等を防げる場合もあります。
その際は1度目の彫刻が終わった後、エアダスター等で軽く粉じんを落としてから2度目の彫刻を行ってください。
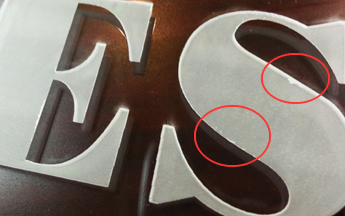
赤丸部分に削りカスが残っている。

彫刻のパワーが強すぎるとこのように
靄のような汚れが残ってしまう。
切断編
- ※エアアシストを必ず起動させて下さい!
- …切断の際は必ずエアアシストを起動させて行って下さい。
また加工中は機械のそばを離れないで下さい。火事の原因となります。
- ・弱すぎず、強すぎない設定で切断して下さい
- …弱すぎると切断出来ない部分があったり、強すぎるとレーザーが作業テーブルから反射しアクリルにキズをつけたり、炎が上がってしまいます。
1度で綺麗に切断できる設定で加工を行って下さい。
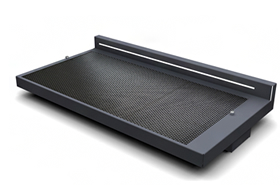
- ・ハニカムカッティングテーブルの使用をオススメします
- …切断用途専用のテーブルです。ハニカム(蜂の巣)構造によりレーザーの反射やアクリル切断時に生じるガスや溶けの広がりを低減させることができます。
ワンポイントアドバイス
ハニカムテーブルが無い場合やハニカムテーブルを使用しても綺麗に切断が出来ない場合、アクリル板をテーブルから浮かせることによって綺麗に切断が出来ます。
この際浮かせすぎてしまうと切断された部分がアクリル板の下に潜り込み他の部分の切断に影響を及ぼしてしまう為、浮かせる高さは2~3mm程度までにして下さい。
ハニカムテーブルを使用の場合下写真のようなネジをハニカムの穴に差し込むことにより、ネジ頭だけが露出する形になりそれによりアクリル板を浮かせることが出来ます。
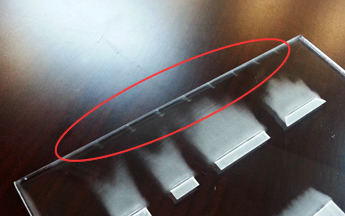
赤線で囲んだ部分。
ハニカムテーブルを使用しても切断パワーが強すぎるとレーザービームの跳ね返りによりアクリルに等間隔のキズが出来てしまう。

ネジをハニカムの穴に差し込み露出したネジ頭の上にアクリル板をセットする。
その他アドバイス
- ・アクリル板の保護紙は貼ったまま加工する?
- …アクリル板は保護の為の紙が両面に貼られたまま販売されています。
この保護紙の上から彫刻を行えばその後の彫刻面への色入れに役立ちます。
彫刻された部分以外に塗料がつくことが防げる為マスキングの効果があるのです。
また、粉じん等からアクリル板へキズが付くことを防止出来ます。
しかし、その保護紙の粘着の成分が影響してしまい彫刻面や切断面をべたつかせたり、切断面の荒れの原因になることもあります。
また加工途中に不意に剥がれてしまうと、そこの部分にレーザーが当たり炎上する可能性もあります。加工の内容により剥すかどうか判断してください。
- ・エタノール、アルコールはアクリルには使用不可?
- …「アクリルにエタノールを使用するとクラック(ヒビ)が入る」
その為使用はしないよう言われております。
実際にまったく薄めていない純度の高いエタノールを使用すると高い確率でクラックが起きてしまうようです。
ただし、薬局等で売られている薄めの「消毒用アルコール」であればよほどの量を使用しない限りクラック等は入らないようです。
加工時等に付いた汚れ等をサッと拭く為に使用する分にはまずクラックは起きません。
しかし、レーザー加工直後で熱を持った状態であったりすでに小さなクラックが入っている場合などは避けたほうが良いでしょう。
また「押し出し」のアクリルは「キャスト」に比べ溶剤や薬品に弱い為、使用は避けた方がよいでしょう。
アクリルレーザーパラメーター
ラスター彫刻
| レーザー出力 |
深さ |
パワー |
スピード |
PPI |
回数 |
| 25W |
浅め |
40% |
80% |
500 |
1 |
| 深め |
80% |
50% |
500 |
1 |
| 30W |
浅め |
35% |
80% |
500 |
1 |
| 深め |
75% |
50% |
500 |
1 |
ベクター切断(板厚3mmの場合)
| レーザー出力 |
パワー |
スピード |
PPI |
回数 |
| 25W |
100% |
2% |
500 |
1 |
| 30W |
85% |
2% |
500 |
1 |
レーザー加工用アクリルの購入
レーザー加工用アクリルの購入ならレーザー加工用商材の通販サイト「レーザースタイル」にお任せください。
ユー・イー・エスでレーザー加工機をお買い上げ頂いた方にはレーザー加工用商材を特別価格で販売しております。
- 商材在庫数60,000点(業界一位)
- 1点から発注可能
- 13時までの発注は当日発送可能
- 加工方法など無料相談対応